Product Description
FusFree™ S-PAHT Quick-Remove Support Material can achieve fast and easy peeling by adjusting the bonding strength to the support surface of the body material and the bonding strength of S-Multi itself. S-PAHT Quick-Remove Support Material does not require the use of water or solvents during the removal of the support and does not produce water pollution, which is safe and environmentally friendly. It can be used in dual printhead FDM printers or 2-in/1-out FDM printers.
Material Properties
*
Recommended printing conditions
Nozzle Temperature | 270-280 °C |
Recommended Nozzle Diameter | 0.4-1.0mm |
Recommended build surface treatment | PEI or Coating with PVP glue |
Build plate temperature | 80-90 °C |
Recommended Support Infill Ratio | 15-25% |
Recommended Dense Support Layers | 3-5 |
Vertical Offset Top/Down Layers | 0 |
Horizontal offset | 0.3-0.6mm |
Support infill outlines | 0-1 |
Cooling fan speed | Off |
Print speed | 30-120 mm/s |
Retraction distance | 1-3 mm |
Retraction speed | 1800-3600 mm/min |
Drying setting | 80-100℃ for 4-6h |
Printing Tips:
S-PAHT very easy to absorb moisture within the environment, and printing after absorbing moisture will result ozzing, extruding with bubbles and rough surface appearance, thus reducing print quality. It is recommended that put the filament into a dry box (humidity below 15%) immediately after opening the S-PAHT vacuum foil bag for printing. Please put the unused filament back into the original aluminum foil bag for sealed storage.
After the material is damp, there will be more printing ozzing, bubbles extruded and rough printing surface. Please dry the filament in an oven at 80-100℃ for 4-6h to restore the printing quality of S-PAHT.
It is recommended to use hardened steel and above grade nozzles made by Phaetus, which can effectively improve the print quality. Besides, it is recommended that the thickness of the heating block is longer 12mm.
In dual-extruder printing mode, the material in the standby nozzle will deteriorate due to prolonged heating, and the deteriorated material needs to be squeezed out before the print nozzle is switched, so it is necessary to use the Wipe wall or Wipe tower function in the slicing software.
After the printing is completed, the printed part can be annealed and then the S-PAHT removal step can be performed. During the annealing process, S-PAHT can play the role of supporting the body material, reducing the dimensional deformation of the body material and improving the mechanical properties of the body material. Annealing conditions: set according to the requirements of the body material.
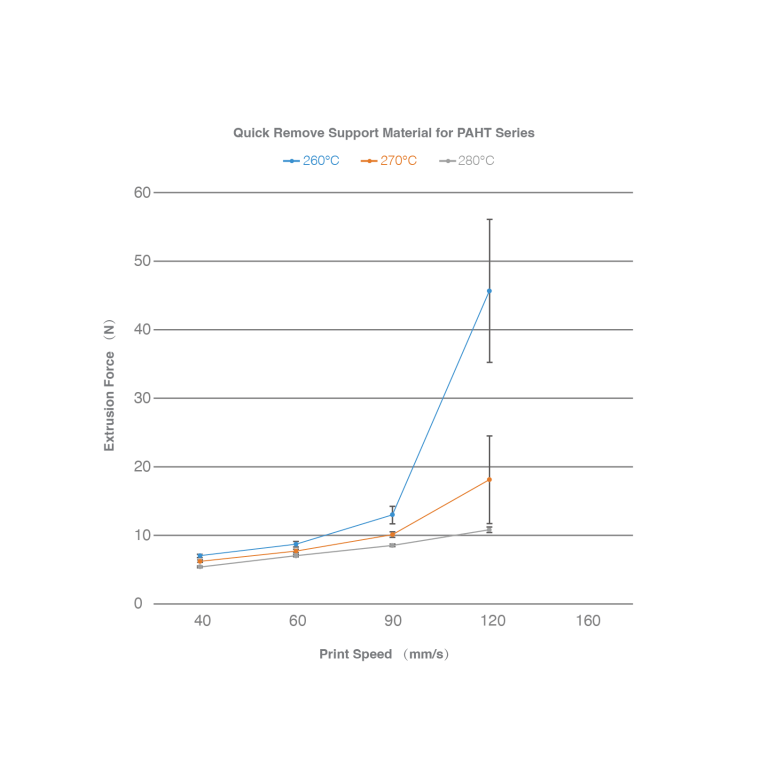
Extrusion Force vs Print Speed Test
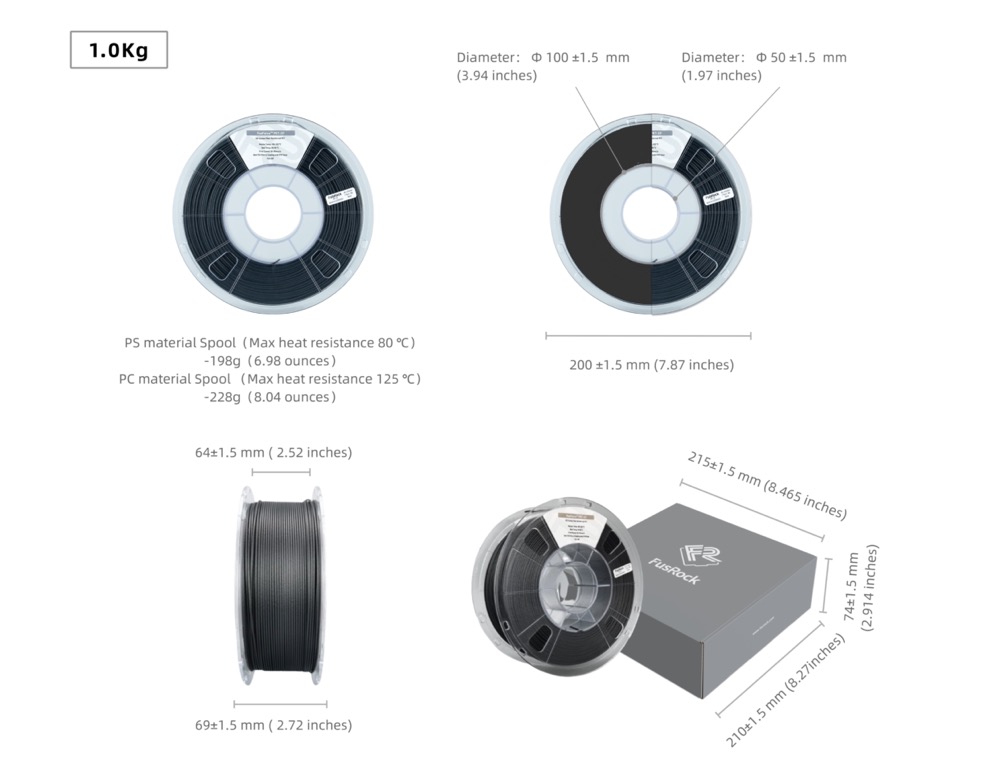
What's in the Box:

Packing List:Materials 、Packing 、Logo Tips、Aluminum foil bag、Filament Label