Flame Retardant Polycarbonate 3D Printing Filament
Product Description
FusForce™️ PAHT-CF is specially developed for FDM 3D printing process, and its substrate material is high temperature nylon, which has low density, low moisture absorption, high strength, high abrasion resistance, excellent chemical resistance and high heat resistance. It also has good dimensional stability, no warpage and no shrinkage during the printing process,and can be used with FusFree™️ S-PAHT Quick-Remove Support material to solve the problem of poor molding effect on the support surface of complex models.
Material Properties
Recommended printing conditions
Nozzle Temperature
300–320 °C
Recommended Nozzle Diameter
0.4-1.0 mm
Recommended build surface treatment
PEI or Coating with PVP glue
Build plate temperature
70-90 °C
Chamber Temp
Supports printing without sealing
Cooling fan speed
Off
Print speed
30-120 mm/s
Retraction distance
1-3 mm
Retraction speed
1800-3600 mm/min
Recommended Support Material
FusFree™ S-PAHT Quick-Remove Support
Drying setting
80-100℃ for 4-6h
Annealing
80-100℃ for 4-8h
Printing Tips:
Nylon material is very easy to absorb moisture within the environment, and printing after absorbing moisture will result ozzing, extruding with bubbles and rough surface appearance, thus reducing print quality. It is recommended that put the filament into a dry box (humidity below 15%) immediately after opening the FusForceTMPAHT-CF vacuum foil bag for printing. Please put the unused filament back into the original aluminum foil bag for sealed storage.
After the material is damp, there will be more printing ozzing, bubbles extruded and rough printing surface. Please dry the filament in an oven at 80-100°C for 4-6h to restore the printing quality of FusForceTMPAHT-CF.
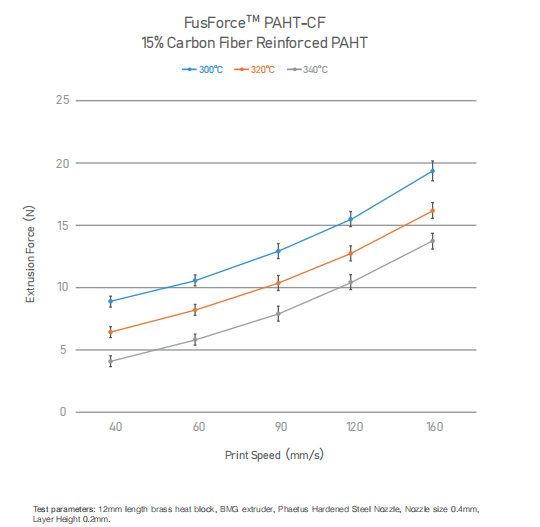
It is recommended to use hardened steel and above grade nozzles made by Phaetus, which can effectively improve the print quality. Besides, it is recommended that the thickness of the heating block is longer 12mm.After the printing is completed, the FusForceTM PAHT-CF printed part can be annealed to further improve the strength of print part. Annealing conditions: leave printing part in an oven at 80-100°C for 4 to 8 hours and cool to room temperature naturally.
We use cookies to ensure that we give you the best experience on our website. If you continue to use this site we will assume that you are happy with it.Ok