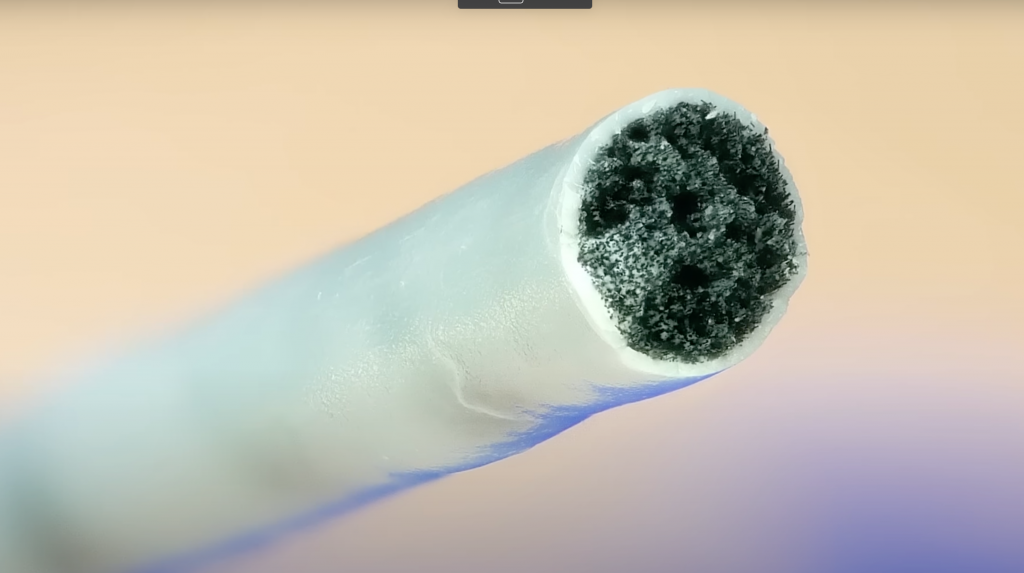
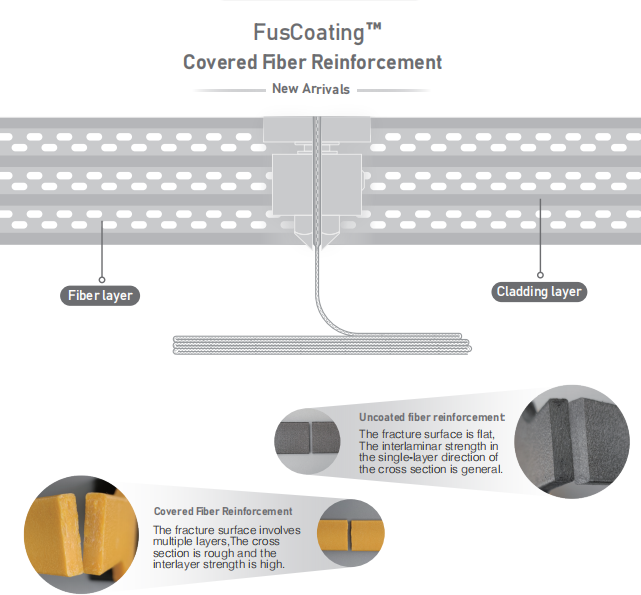
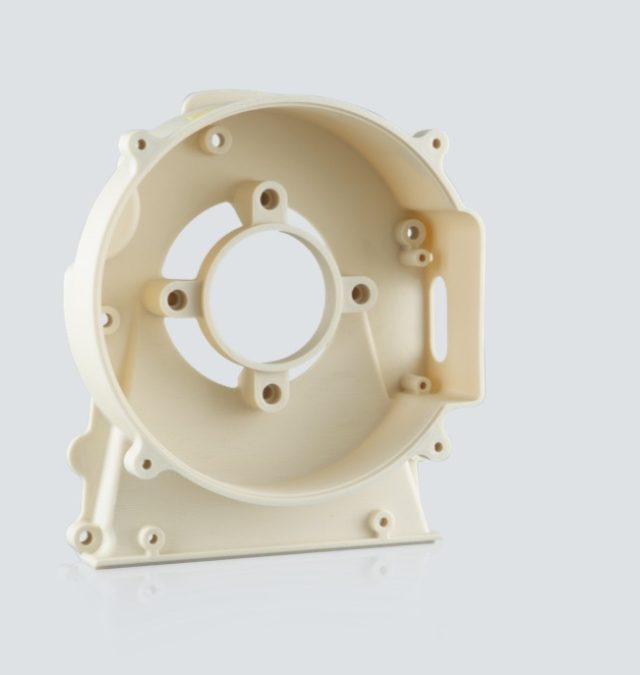
FusCoating™ NexPA-GF25 is an outstanding candidate for printing parts that need to have thin walls and high mechanical property requirements. It is one type of 3D printing filament with 25% Glass fiber content and a skin-core structure. The outer ‘skin’ of the filament is a modified resin with high layer adhesion strength, and the inner core is reinforced resin containing high chopped fiber content. FusCoating™ 3D printing filaments take advantage of the general laminar flow of polymeric fluids during extrusion and maintain the stable skin-core structure even after the filament passes through the nozzle of the printer. This technology contributes to the excellent Z-axis interlayer adhesion of FDM fiber�reinforced filaments because the major layer adhesion comes from the outer shell rein without fibers.Meanwhile, 25% chopped cabron fiber content can improve the mechanical properties and heat resistance of the printed parts.