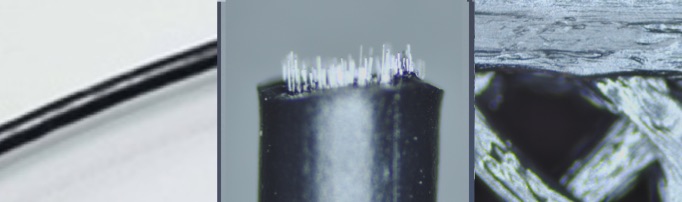
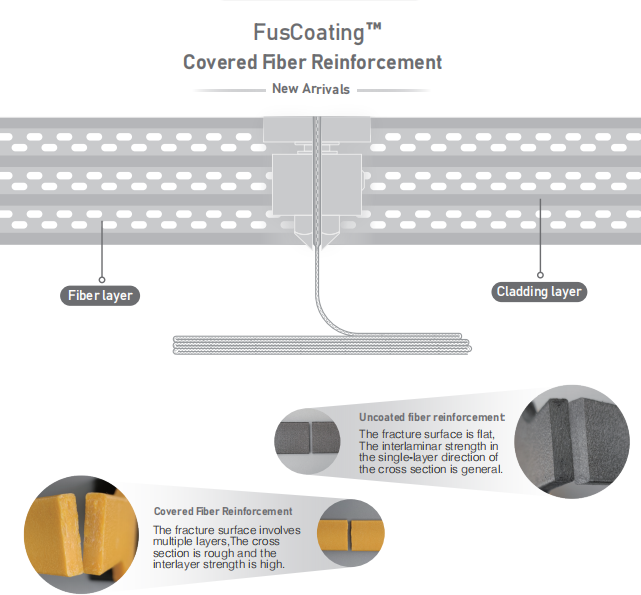
FusCoating™️ NexABS-GF25 is one type 3D printing ABS filament with co-extrusion skin-core structure and 25% glass fiber to improve its mechanical properties.
Product Description
FusCoating NexABS-GF25 is one type 3D printing ABS filament with co-extrusion skin-core structure and 25% glass fiber to improve its mechanical properties.
Previous slide
Next slide
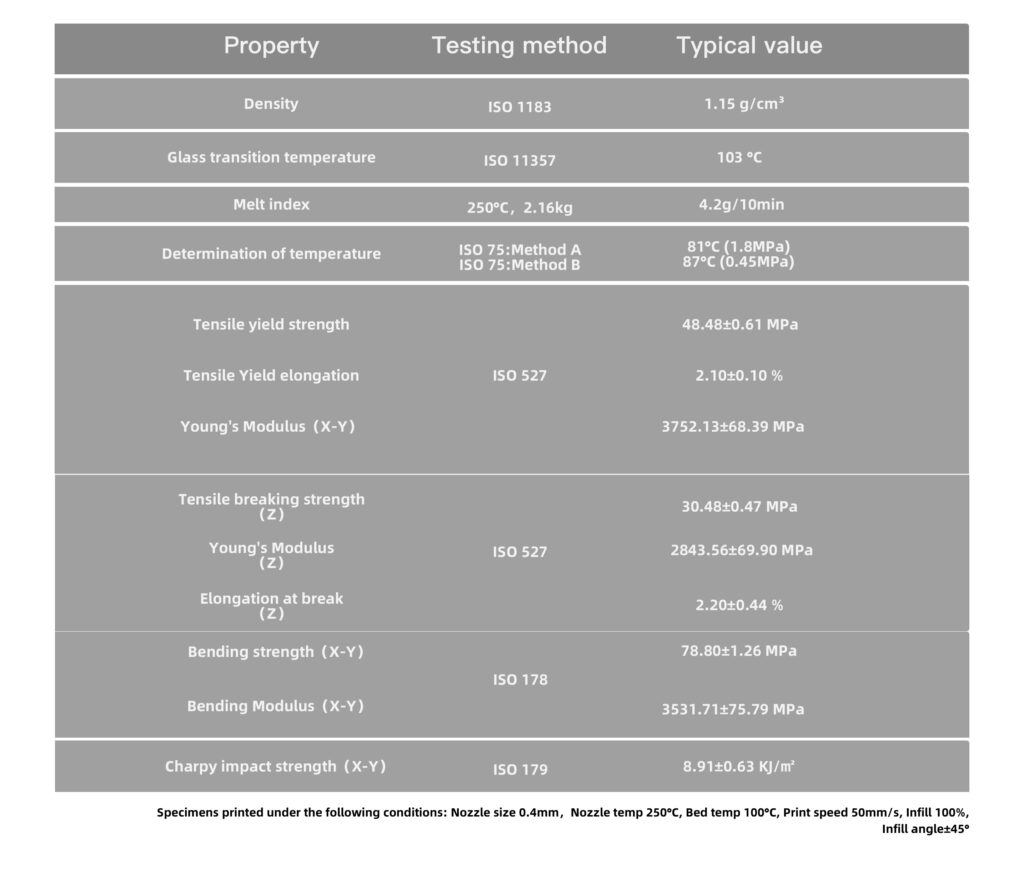
Material Properties
Recommended printing conditions
Nozzle Temperature
250-270°C
Recommended Nozzle Diameter
0.4-1.0 mm
Recommended build surface treatment
PEI or Coating with PVP glue
Build plate temperature
100-110°C
Chamber Temp
Sealing or 40-70°C
Cooling fan speed
0-20%
Print speed
30-120 mm/s
Retraction distance
1-3 mm
Retraction speed
1800-3600 mm/min
Recommended Support Material
FusFree™ S-Multi Quick-Remove Support
Drying setting
70℃ for 4-6h
Annealing
N/A
Printing Tips:
FusCoating™ NexABS-GF25 has a higher fiber content compared with ordinary ABS-GF. This technology further improves the warping resistance and rigidity of ABS materials, so the chamber temperature can be properly reduced to achieve energy saving.
If the filament has been opened for a long time and problems such as air bubbles and stringing appear during the printing process, please dry the filament at 70°C for 4-6 hours.
It is recommended to place the printer in a well-ventilated environment when printing with ABS material.
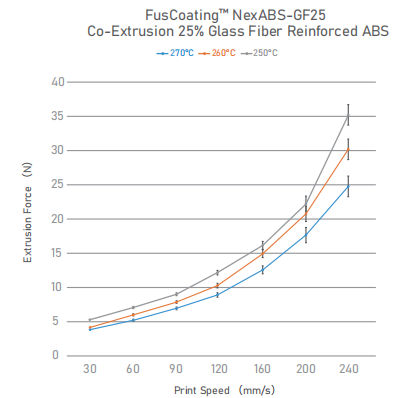
FusCoating™ NexABS-GF25 can maintain a core-skin structure when extruded from the nozzle. It is based on the mechanism that the melt polymer is in a laminar state when it flows stably, However,when the printing speed is too high, the melt flow state will become unstable, and the filaments extruded from the nozzle will no longer have the skin-core structure anymore, which can cause the rough surface of the printed part. When this phenomenon occurs, it is recommended to increase the printing temperature or reduce the extrusion speed.
It is recommended to use Phaetus hardened steel nozzles or nozzles with greater abrasion resistance,which can effectively improve the printing quality. The thickness of the heating block is recommended to be no less than 12mm.
We use cookies to ensure that we give you the best experience on our website. If you continue to use this site we will assume that you are happy with it.Ok