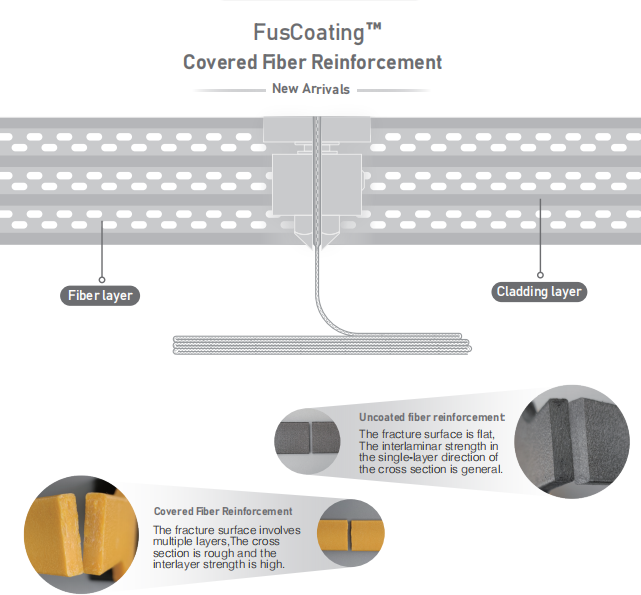
FusCoating™ NexABS-CF20 is a carbon fiber reinforced ABS material with a skin-core structure. The inner core is ABS reinforced with 20% chopped carbon fiber, and the outer shell is unfilled ABS resin with high bond strength.
The polymer fluid is always in a laminar flow state in the throat and nozzle so the skin-core structure of filaments can be maintained even after being extruded through the nozzle. This skin�core structure not only contributes to the low shrinkage, warpage resistance and excellent mechanical properties which ordinary fiber-reinforced materials have, but stronger interlayer bonding performance for printed parts as well. It has fixed the defect that the ordinary fiber�reinforced material will lose the bonding strength between layers. Meanwhile, there is no floating fiber on the surface of the printed part, and the surface presents a bright matte texture.