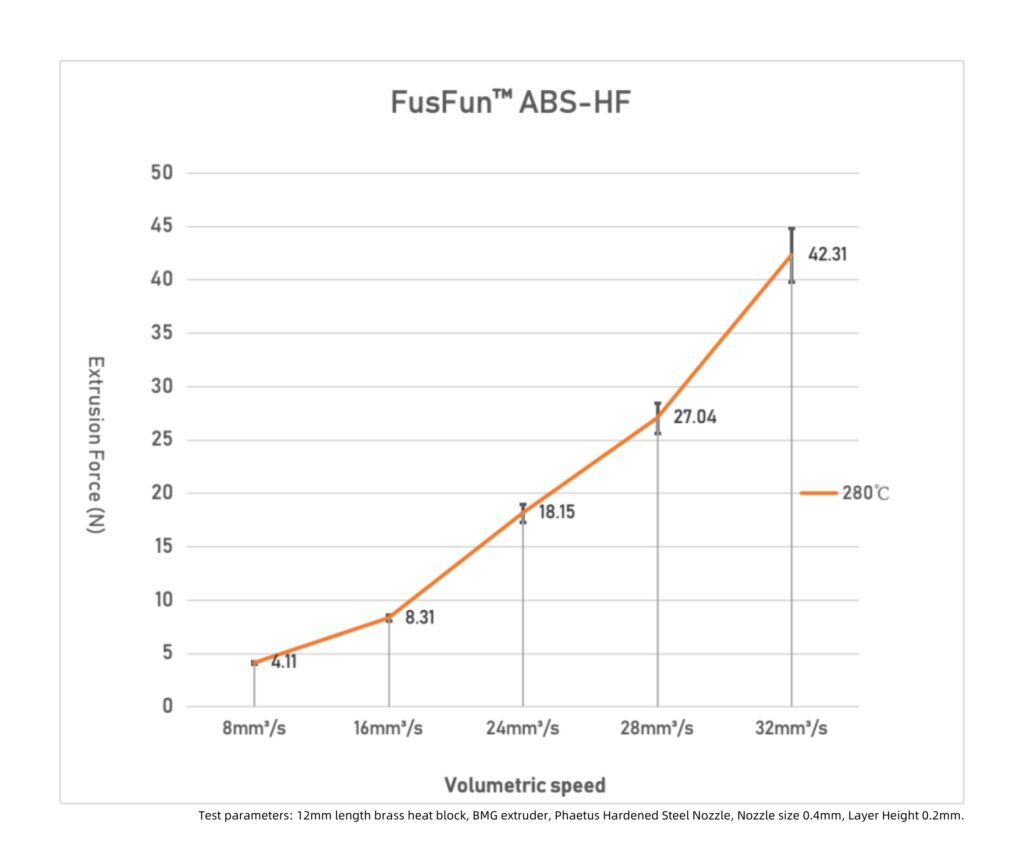
FusFun™ ABS-HF is a high-flow modified ABS filament that supports high-speed printing. The maximum practical extrusion flow rate can reach 28mm³/s*. Compared with ordinary ABS materials, it releases less odor when printing and has better warpage resistance. And anti-cracking ability, and excellent impact resistance.(*For details on extrusion hardware configuration, see Extrusion Traffic Test)